
プラスチック射出部品の設計規則
伝言を残す
プラスチック射出部品の設計規則
Deep Moldは、プラスチック金型設計が得意であり、私たちの経験から、プラスチック射出成形部品の設計ルールについても意見を述べたいと思います。
最大肉厚
部品の最大肉厚を減らしてサイクル時間(具体的には射出時間と冷却時間)を短縮し、部品の体積を減らします
不正確 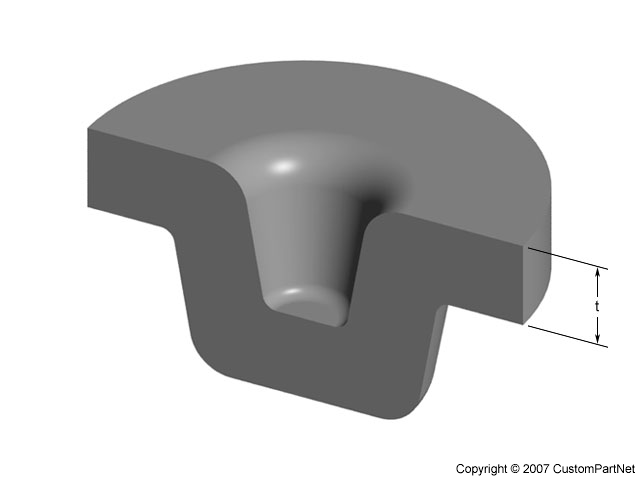 厚い壁の部分 | 正しい 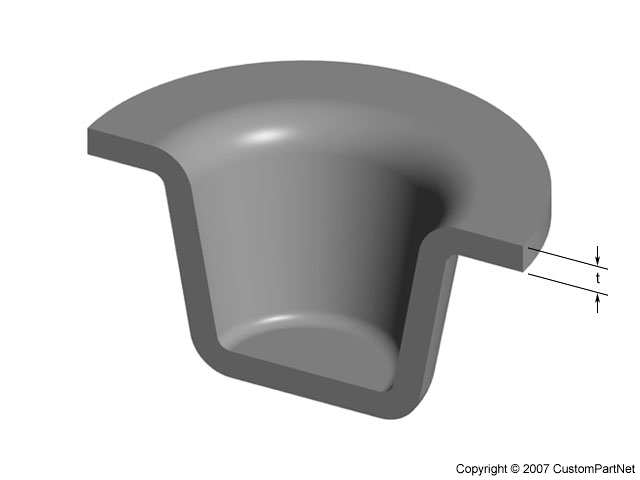 薄壁で再設計された部品 |
均一な壁厚により、均一な冷却が保証され、欠陥が減少します
不正確 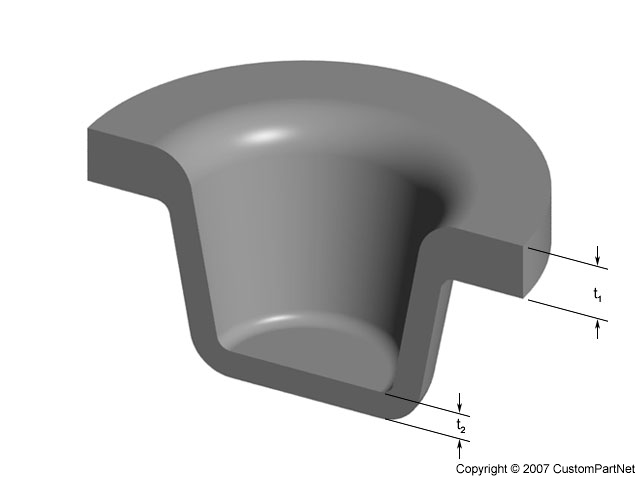 不均一な壁の厚さ(t1≠t2) | 正しい 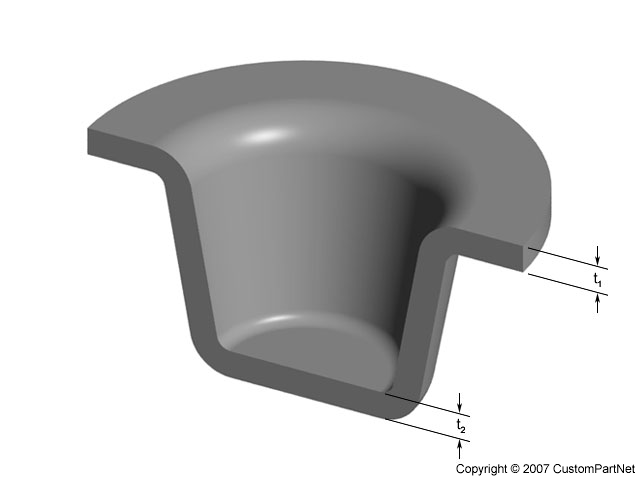 均一な壁厚(t1 = t2) |
コーナー
応力集中と破損を軽減するための丸い角
内側の半径は少なくとも壁の厚さでなければなりません
不正確 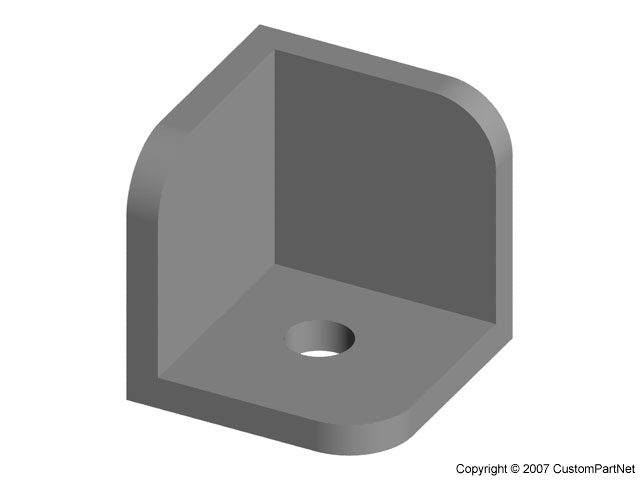 シャープコーナー | 正しい 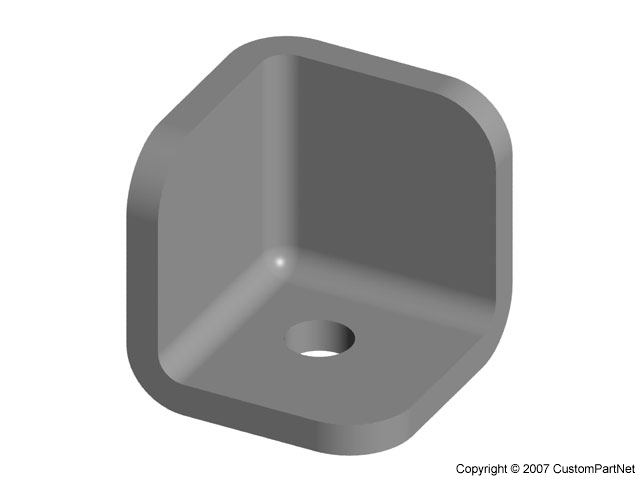 丸い角 |
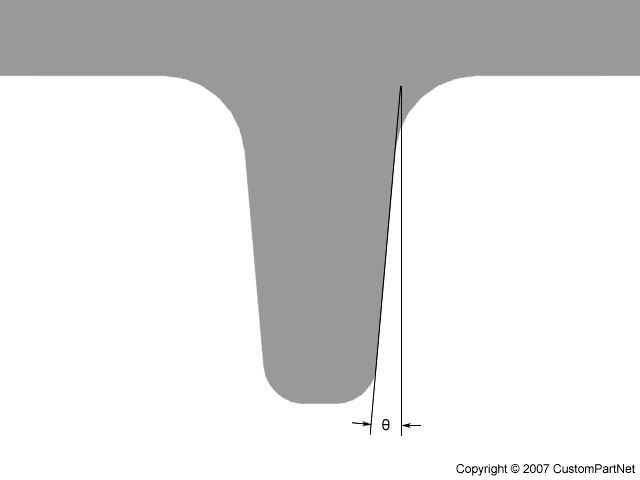
ドラフト
型からの部品の取り外しを容易にするために、パーティング方向に平行なすべての壁に1°-2°の抜き勾配を適用します。
不正確 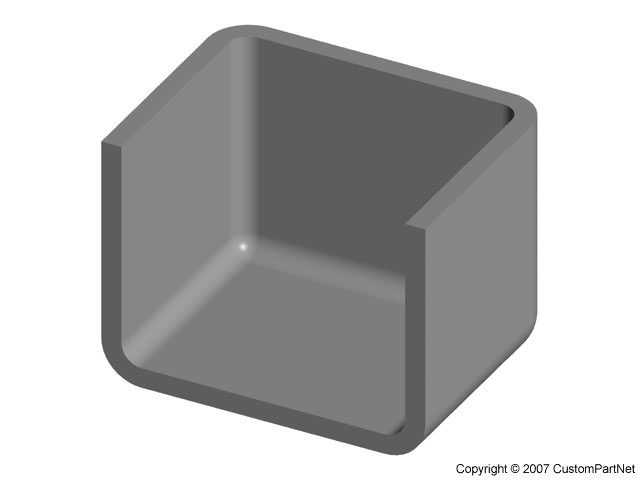 抜き勾配なし | 正しい 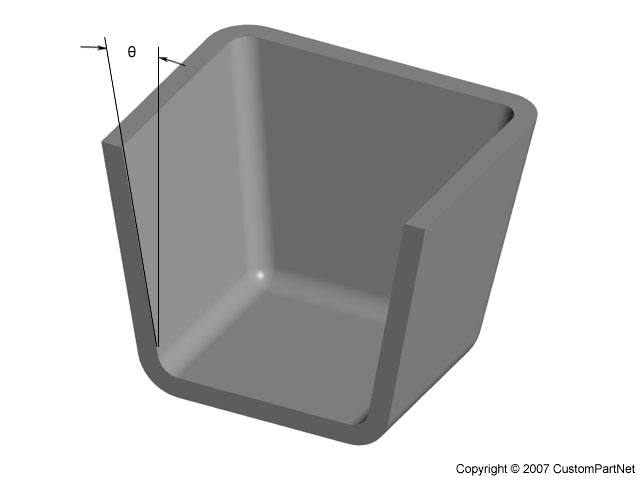 ドラフト角(q) |
リブ
壁の厚さを増やすのではなく、構造的支持のためにリブを追加する
不正確 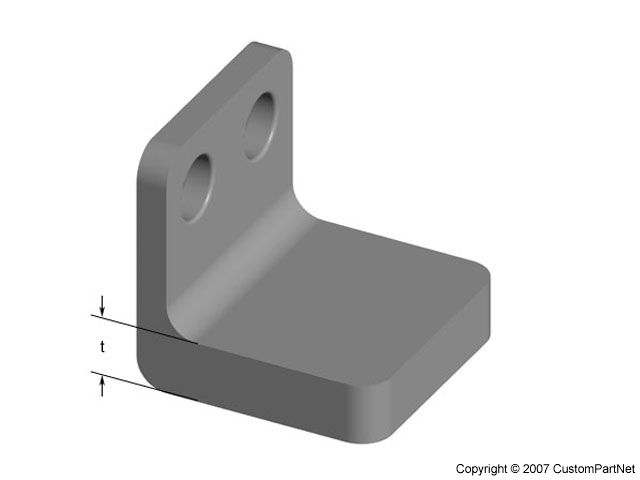 厚さtの厚い壁 | 正しい 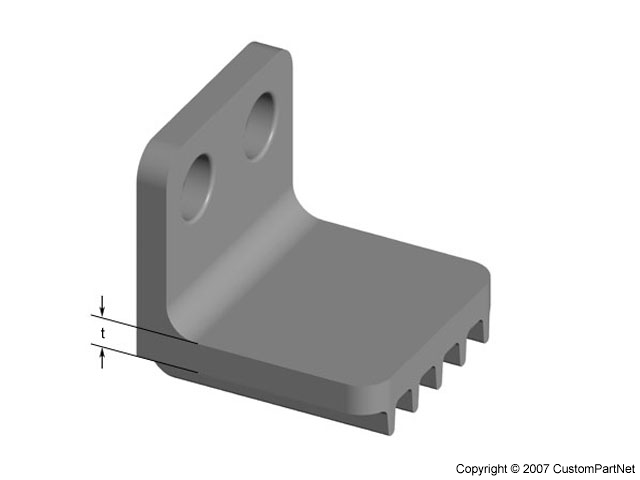 リブ付きの厚さtの薄壁 |
曲げが発生する可能性のある軸に垂直にリブを向けます
不正確 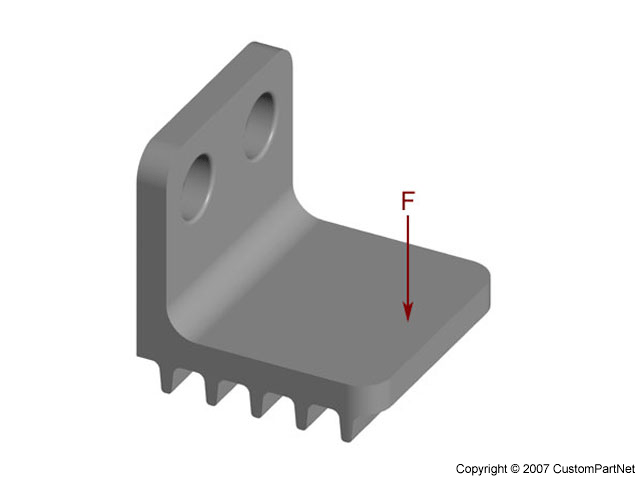 荷重Fでのリブの方向が間違っている | 正しい 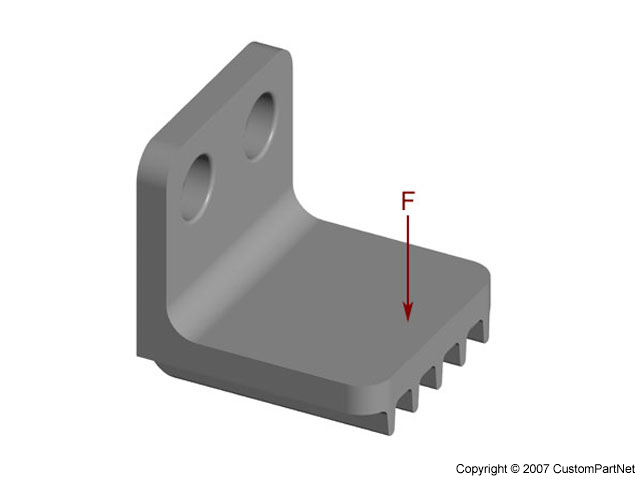 荷重Fでの正しいリブ方向 |
リブの厚さは、リブが取り付けられている壁の50〜60%である必要があります。
リブの高さは、壁の厚さの3倍未満でなければなりません
取り付け点で角を丸くする
少なくとも0.25°のドラフト角度を適用します
不正確 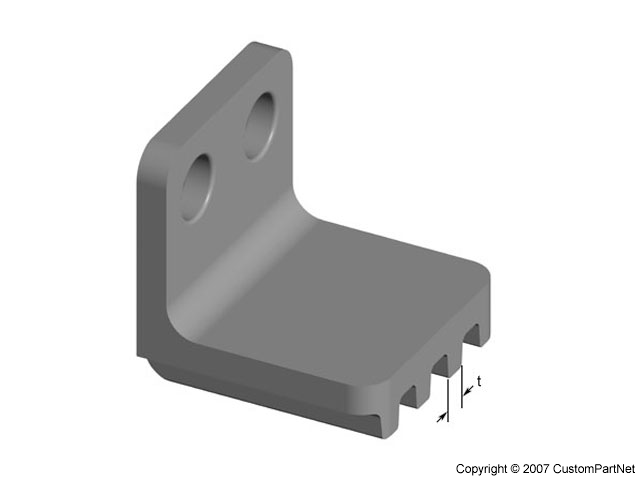 厚さtの厚いリブ | 正しい 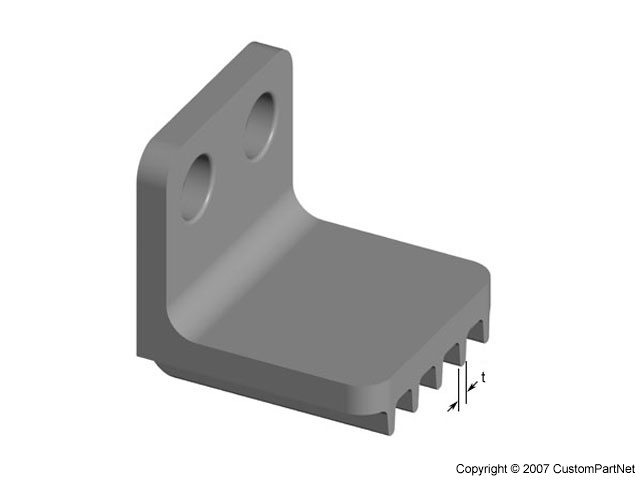 厚さtの細いリブ |
 rib骨のクローズアップ |
ボス
ボスの壁の厚さは、メインの壁の厚さの60%以下でなければなりません
ベースの半径は、メイン壁の厚さの少なくとも25%でなければなりません
隣接する壁に接続するリブまたは基部のガセットで支持する必要があります。
不正確 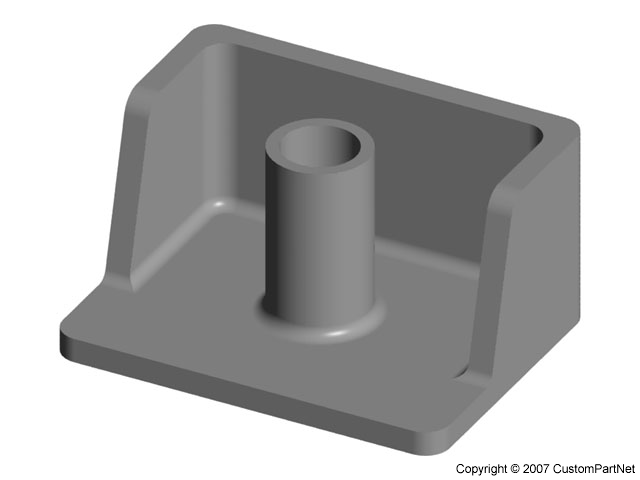 孤立したボス | 正しい 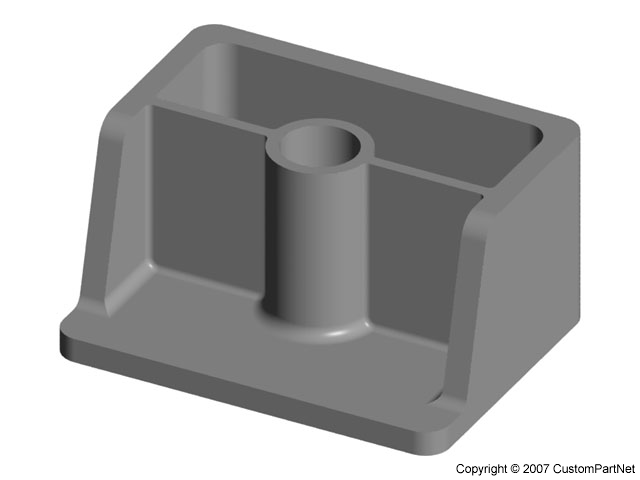 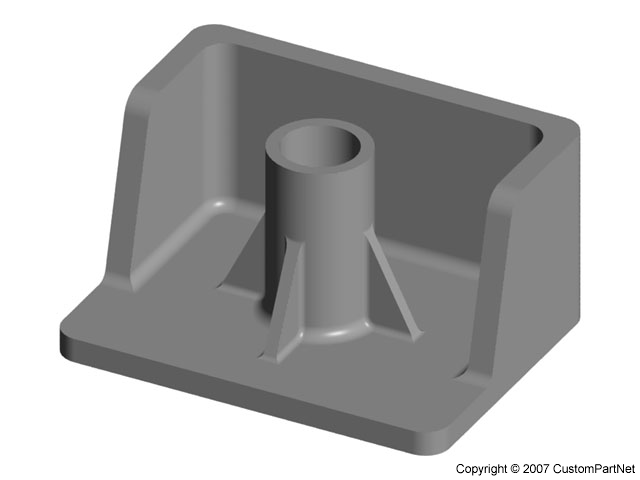 Isolated骨(左)またはガセット(右)を持つ孤立したボス |
ボスを角の近くに配置する必要がある場合は、リブを使用して隔離する必要があります。
不正確 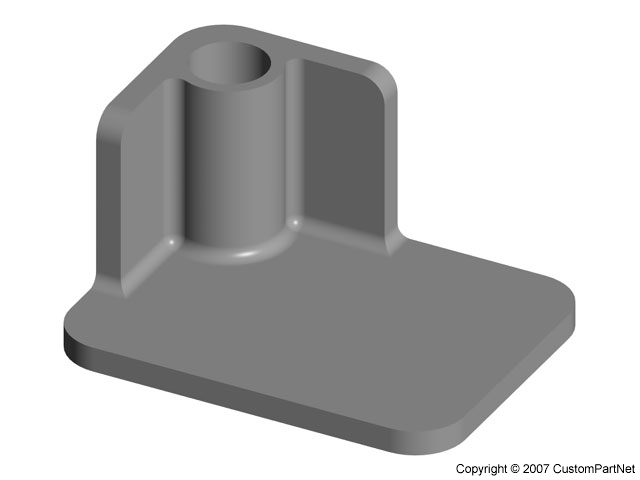 角の上司 | 正しい 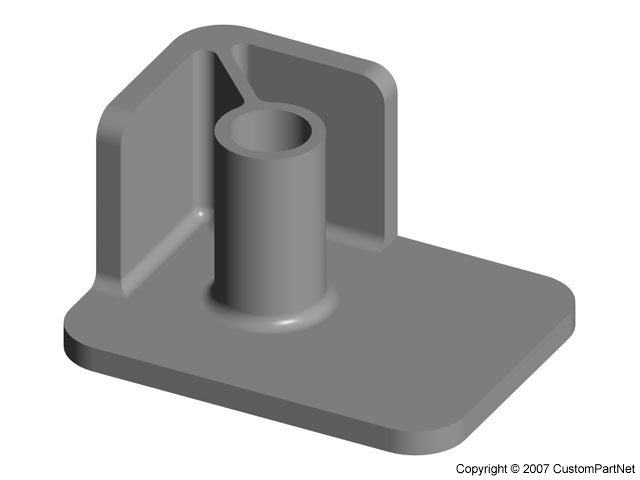 角にリブ付きボス |
アンダーカット
外部アンダーカットの数を最小限に抑える
外部アンダーカットには、ツーリングコストを追加するサイドコアが必要です
パーティングラインを再配置することにより、いくつかの簡単な外部アンダーカットを成形できます。
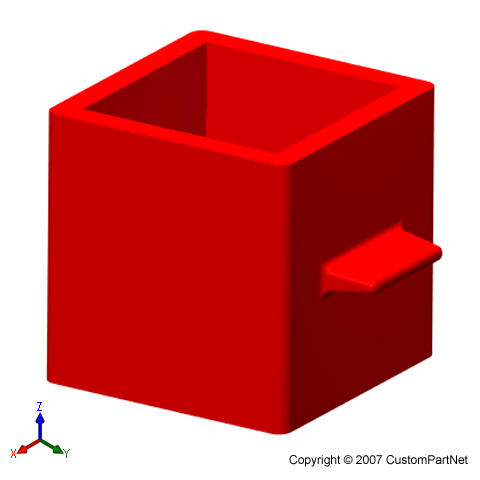 シンプルな外部アンダーカット | 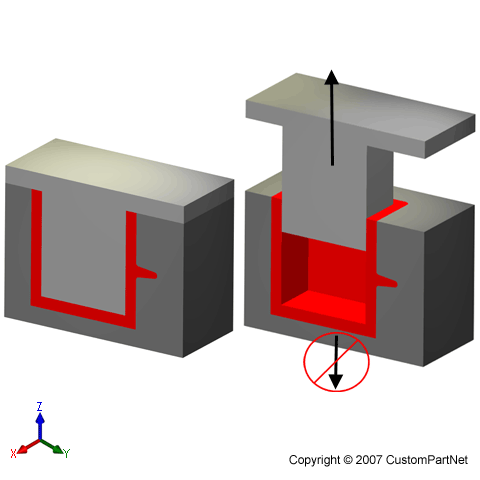 金型が分離できない | 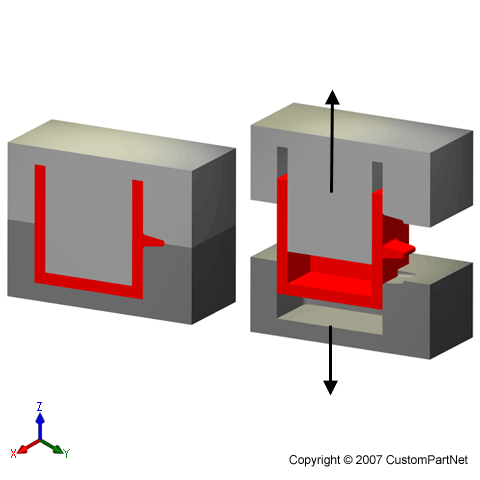 新しいパーティングラインによりアンダーカットが可能 |
機能を再設計すると、外部のアンダーカットを削除できます
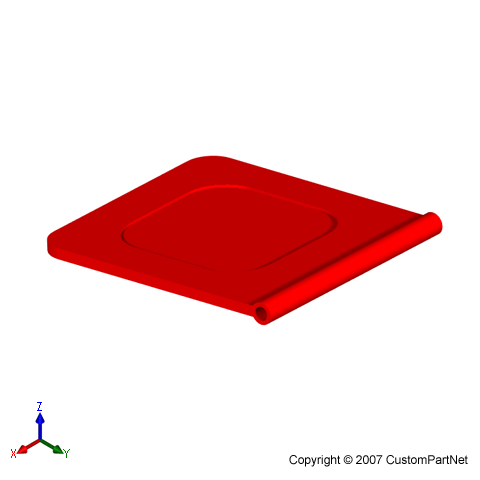 ヒンジ付き部品 | 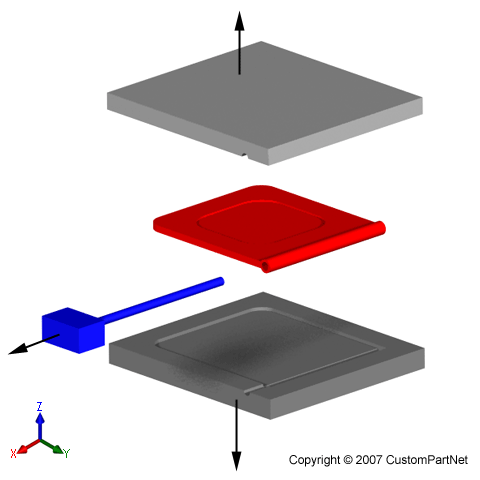 ヒンジにはサイドコアが必要 |
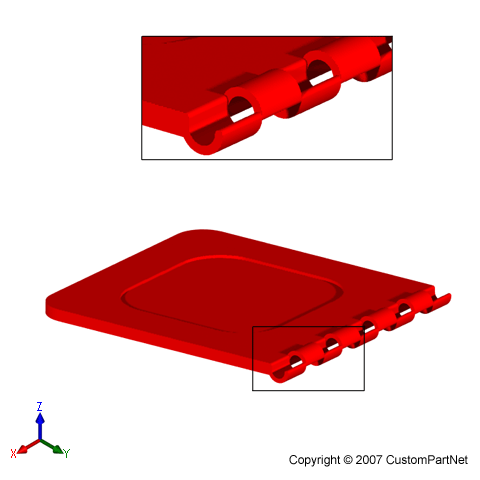 再設計されたヒンジ | 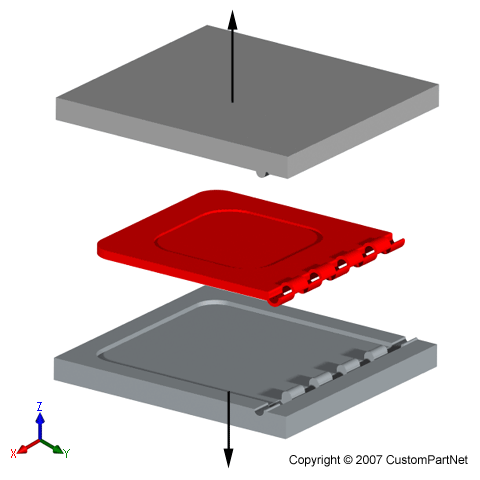 新しいヒンジを成形可能 |
内部アンダーカットの数を最小限に抑える
内部アンダーカットには、内部コアリフターが必要になることが多く、これにより工具費が増加します
部品の側面に開口部を設計すると、サイドコアが内部アンダーカットを形成できる
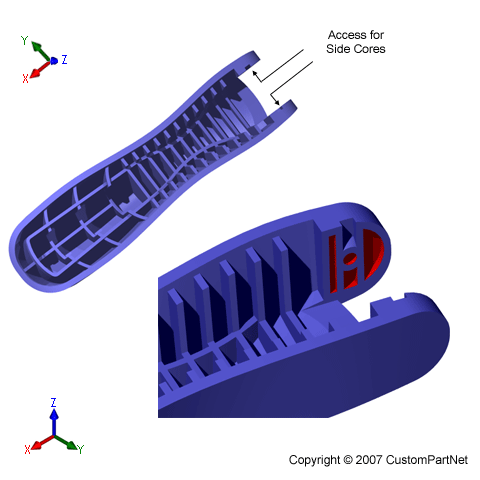 アクセス可能な内部アンダーカット 横から |
部品の再設計により、内部のアンダーカットを削除できます
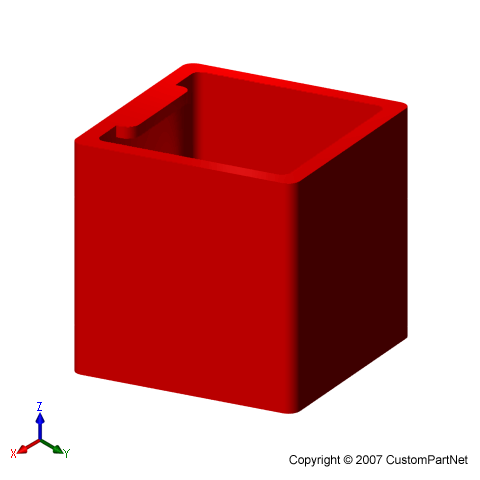 内部アンダーカットのある部品 | 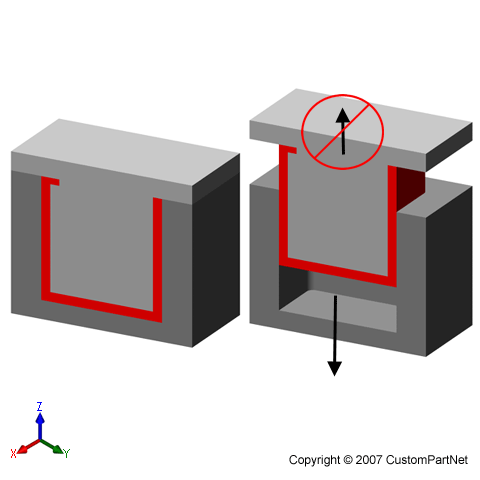 金型が分離できない |
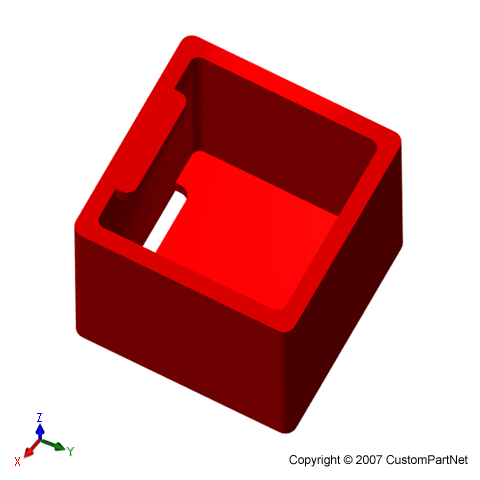 スロットで再設計された部品 | 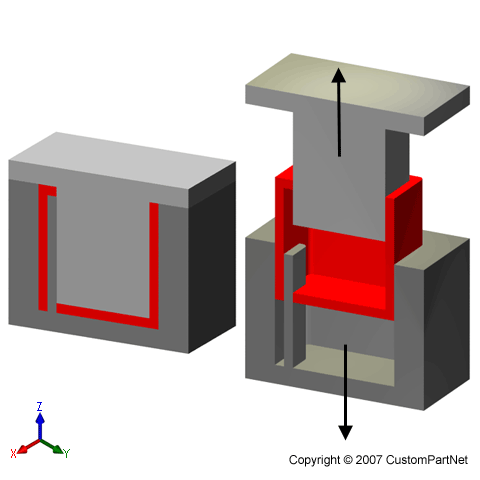 新しい部品を成形できます |
サイドアクションの方向の数を最小限に抑える
追加のサイドアクションの方向により、金型内の可能なキャビティの数が制限されます
スレッド
可能であれば、雄ねじのあるフィーチャーは、パーティング方向に対して垂直に向ける必要があります。
パーティング方向に平行なねじ機能には、ねじを外すための装置が必要になり、工具費が大幅に増加します。
お問い合わせ

Bブロック、21号、ナンシンスリーストリート、ナンファン工業団地、
Bei Ce、Humen、Dong Guan、Guang Dong、中国。
Skype:Deepmould
Tel:86-15024107707
タグ:プラスチック部品の設計、カスタム2K射出成形、BI射出成形、カスタムプラスチックツーリング、プラスチックボックスの製造、プラスチック成形、カスタム射出成形





